FOX 16 S
- Přidat recenzi:
- Dostupnost: Jest (1 szt.)
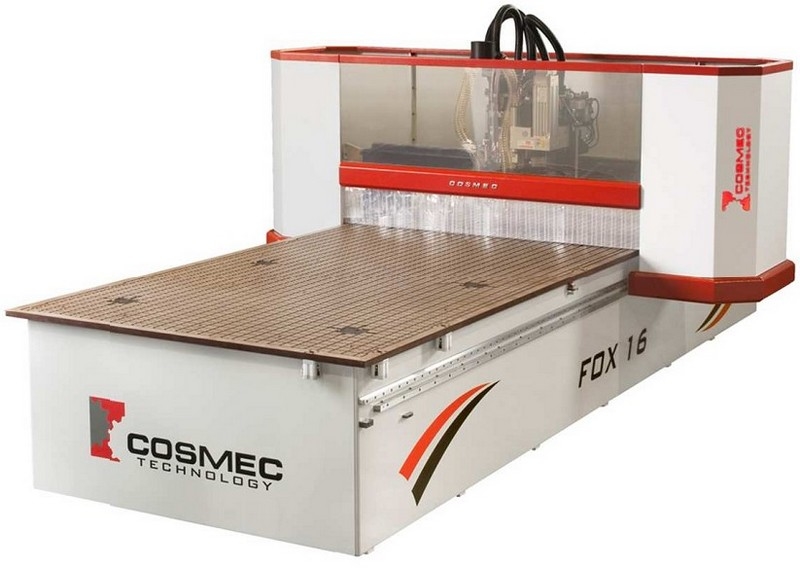
FOX 16 S CNC obráběcí centrum
Pomocí formuláře níže se zeptejte na cenu a podrobnosti o produktu
FOX 16 S CNC obráběcí centrum
s pevným pracovním stolem a pohyblivým pracovním vozíkem hlavy se třemi CNC osami, vhodné pro zpracování dřeva, překližky, MDF, plastů a hliníku, kompozitních desek jako je alucobond nebo vláknocement s využitím vhodných možností a nástrojů .
KONSTRUKCE
Díky portálové konstrukci stroje a pevnému pracovnímu stolu lze využít maximální dostupný prostor a pojezdy jsou rovnoměrné.
Obrobky jsou vždy upevněny ke stolu, protože pohyby ve třech osách X, Y a Z jsou vedeny saněmi traverzy a pracovní hlavy.
Toto řešení umožňuje obsluze využívat systém automatického vykládání/nakládání a optimalizovat tak ošetření pomocí kyvadlového režimu
ZÁKLADNA STROJE
Kolébka a hlavová traverza jsou vyrobeny z elektricky svařované ocelové konstrukce, která je standardizovaná a řádně žebrovaná pro maximální tuhost a dlouhou životnost.
SMĚNY
V osách X a Y se pohyb odehrává v hřebenovém systému, s pohonem na tři přesné převody.
Pohyb v ose Z je dosahován pomocí vysoce přesných kuličkových šroubových pohonů bez vůle pro nejvyšší spolehlivost a přesnost.
Pohyb osy X probíhá v „gantry“ systému, který se skládá ze 2 hnacích motorů, po jednom na každé straně základního rámu.
Všechny posuny jsou prováděny na lineárních vedeních s prizmatickou kolejnicí vybavenou vysoce přesnými vozíky s recirkulačními hroty.
TECHNICKÁ DATA
Rychlá rychlost v ose X: 24 m / min
Rychlá rychlost osy Y: 24 m / min
Rychlá rychlost osy Z: 12 m / min
Vektorové rychlosti 55m/min
Pojezd v ose X: 3000 mm
Pojezd osy Y: 1600 mm
Max. tloušťka přechodu panelu: 200 mm
Napětí: 380V, 50HZ, 3 fáze. + GND
PŘESNOST
Přesnost polohování zaručuje koncentrický rotační enkodér s možností nastavení lineárního rozlišení + / - 0,005 mm a úhlového rozlišení + / - 0019 °
OCHRANNÉ SYSTÉMY
Standardní stroj má rychlý posuv 24 m/min, proto v souladu s požadavky směrnice CE nevyžaduje speciální zabezpečení. Pro stroje s rychlým posuvem 40 m / min jsou instalovány citlivé nárazníky, pro vyšší rychlosti jsou instalovány rohože a ochranný obvod.
PRACOVNÍ STŮL
Sendvičový pracovní stůl je vyroben z bakelitu. Pracovní stůl je kontrolován ze vzdálenosti 50 mm a je vybaven pravoúhlými kanály pro omezení upínací plochy ve vztahu k rozměrům obrobku. Pracovní plocha je rozdělena do dvou sektorů a umožňuje obrábění na jednom z nich, aby byla zajištěna úplná transparentnost nakládacích/vykládacích operací ve vztahu k obrábění, nebo po celé ploše
REFERENČNÍ NÁRAZNÍKY
2 sady, každá se 3 nárazníky, umístěnými 1 na levé straně, 1 na pravé straně a 4 na přední straně. Nárazníky umožňují správné pravoúhlé umístění panelu zajišťující správný odkaz na mechanickou nulu.
VAKUOVÝ SYSTÉM
Jednotka vakuového čerpadla řídí operace nakládání / vykládání člunku pro obě poloviny stolu. Stůl je vybaven vakuovými spínači, které umožňují sledování dosažené úrovně tlaku v každé rovině a polovině stolu a následně správné upnutí kusů obrobku. Čerpadlo vakuové jednotky o výkonu 100 m3 / h, řízené třífázovým indukčním motorem o výkonu 3 kW.
Elektrovřeteno 10 KW s upínáním ISO 30 s automatickou výměnou nástroje.
Elektrovřetena 10 kW se systémem chlazení vzduchem. Nástrojový adaptér ISO 30 s rychloupínacím systémem Elektrovřeteno s pevným vinutím s vysokým kroutícím momentem umožňuje obrábění, které vyžaduje vysoký krouticí moment i při nízkých rychlostech.
Technická data:
- 10 kW (13,5 k) od 12 000 do 15 000 ot./min pro provoz S1
- 12 kW (16,3 k) od 12 000 do 15 000 ot./min pro provoz S6
- Keramická ložiska
- Směr otáčení vpravo a vlevo
- Programovatelná rychlost otáčení CNC od 1000 do 24000 otáček za minutu
ZÁSOBNÍK NÁŘADÍ s 10 polohami
Lineární zásobník nástrojů pro sklíčidla ISO 30 / HSK F64 se zásobníkem na 10 nástrojů. Zásobník je na konci zdvihu osy X
Max. průměr nástroje mm 120 mm
Max. délka nástroje mm 150 mm Maximální hmotnost nástroje 3 kg
Maximální celková hmotnost 30 kg
TRYSKY VAKUUM
Počet sacích otvorů je variabilní v poměru 2 ks na každý metr osy X.
ELEKTŘINA
Skříň je postavena v souladu s normami CE s nainstalovaným externím vypínačem napětí. Ve skříni jsou umístěny CNC pohony os a všechny výkonové části stroje
MAZACÍ SYSTÉM
Obráběcí centrum je vybaveno centrálním ručním mazacím systémem s vsuvkami.
ČÍSELNÉ OVLÁDÁNÍ
Obráběcí centrum je vybaveno numerickým řízením, které zahrnuje všechny funkce pro správné řízení osových endoprotéz Zahrnuje CNC systém OSAI na 36 řízených osách, otevřený pro všechny druhy softwaru.
NASTAVENÍ STROJE
Má kolejnice je vybavena mobilní konzolí obsahující monitor, klávesnici a myš obsahující hlavní provozní funkce stroje tak, aby byla blízko místa obrábění.
OPERÁTORSKÉ ROZHRANÍ
Rozhraní související s ovládáním umožňuje pracovat přímo na CN nebo alternativně z PC a díky dedikovanému softwaru umožňuje pracovat s platformou Windows.
Operátorské rozhraní, ovladač a elektronická část pro ovládání stroje jsou instalovány v ovládací skříni namontované na otočných kolech. Tento systém zaručuje operátorovi nejvhodnější pozici pro jeho práci.
Vakuový systém s čerpadlem o výkonu 250 m3/h
Vakuový systém je nejrozvinutějším systémem ve všech jeho komponentách a má nainstalovanou vakuovou pumpu nejnovější generace s výkonem 250 m3/h místo 90 m3/h. Jednotka vakuové pumpy ovládá obě poloviny stolu pro režim výkyvného zatížení / vyložení.
Je vybavena vakuovými spínači, které umožňují sledovat dosaženou hladinu v každé polovině stolu a následně bezpečně upnout obrobky.
Solenoidové ventily správné velikosti zajišťují správné připojení k čerpadlu.
Čerpadlo 250 m3 / h je řízeno třífázovým indukčním motorem o výkonu 5,5 kW.
NÁSTROJOVÝ DRŽÁK
ISO 30 nebo HSK F63 s kleštinou. Upínací průměr je třeba definovat při objednávce.
ASPAN SE
ASPAN SE je software z rodiny ASPAN. Pomocí jednoduchých příkazů umožňuje rychle a snadno navrhovat obrobky (prostředí CAD) a následně generovat potřebné optimalizované strojní programy (v prostředí CAM).
1) CAD:
- Obecné příkazy pro kreslení (čára, oblouk, kružnice, křivka, ...)
- Příkazy pro nastavení jednotky dat (hloubka, průměr, ...)
- Příkazy na úpravu příkazů jednotky (smazat, přesunout, zkopírovat, otočit, ...)
- Základní příkazy pro správu cest (spojit, řezat, řezat, prodlužovat, ...)
- Parametrické funkce (omezená funkčnost, ne všechny parametrické vzorce jsou dostupné ve verzi Aspan SE)
- Import / Export DXF (bod, čára, oblouk, kružnice, křivka, elipsa) Správa vakuových svěrek
2) CAM:
- Správa nástrojů (délka a průměr nástroje, rychlost práce, ...)
- Automatické přiřazení nástrojů
- Ruční přiřazení k otvorům
- Ruční přiřazení k frézování
- Přiřazení vstupní/výstupní cesty k tečné přímce, obloukové tečně, rampě v Z, ...)
- Vícenásobné obrábění (práce s několika nástroji na stejné geometrii)
- Manuální řízení sekvence zpracování
- 2D simulace
- Tvorba dílčích programů
3) ASPAN SE může být také vybaven následujícími volitelnými moduly:
- Příkazy pro vytváření 3D prvků (nakloněná rovina, nakloněná díra / oblouková čára)
- Vnořování (jeden / více panelů, kusovník, grafické zprávy)
- Nástroje pro tvorbu / tisk štítků (konfigurovatelné operátorem)
- 2D Vectorializer (převod bitmapy na vektor)
- Umělecký CAM 3D (převést bitmapu na stupně šedi ve 3D)
- Řízení výroby dveří (parametrická realizace dveří)
- Řízení výroby skříní (parametrická realizace skříní a polic)
ASPAN SE lze kdykoli upgradovat na plnou verzi ASPAN PROSPECT.
VRTACÍ JEDNOTKA 6V + 4H
Vrtačka s 10 nezávislými vřeteny sestávající z: 6 vertikálních vřeten a 2 páry horizontálních vřeten (04 plně horizontálních vřeten).
Vertikální vřetena jsou umístěna 32 mm od sebe mezi svými středy podél os X a Y; lze otáčet ve směru i proti směru hodinových ručiček.
Základní poloha horizontálních vřeten, každý pár má možnost otáčení vpravo a vlevo,
montuje se 55 mm od středu osy vozíku, ve kterém jsou namontovány.
TELESERVIS
To umožňuje okamžitý a přímý přístup ke stroji pro číslicové řízení přes internet. (port RJ45 nebo bezdrátový přístup).
Tímto způsobem je možné kontrolovat strojní data, uživatelské programy, systémové proměnné I/O a instalovat aktualizace softwaru, což zaručuje:
- odezvy v reálném čase
- rychlé řešení problémů
- snížení prostojů stroje
- aktualizace softwaru v reálném čase